

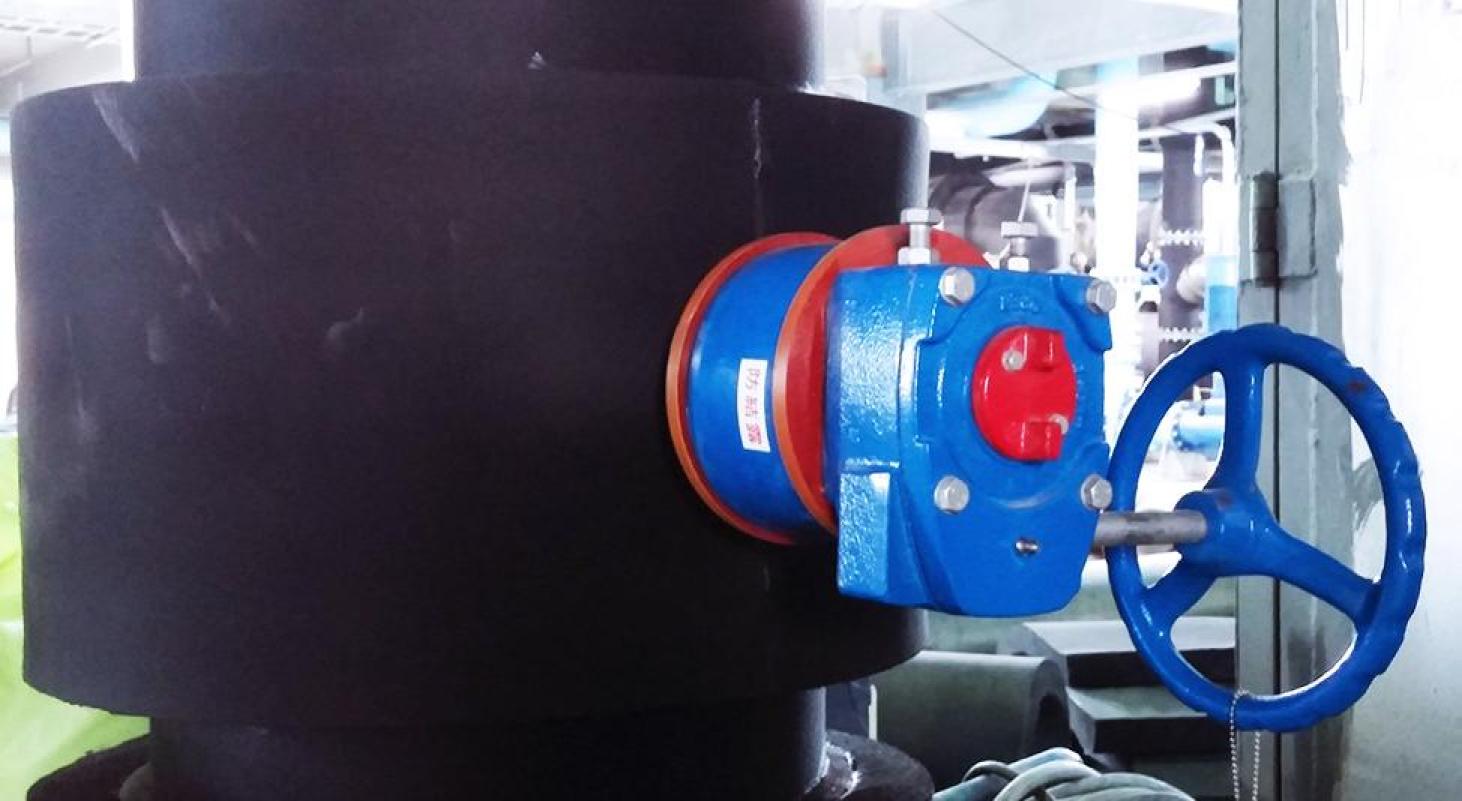
Anti-Condensation Butterfly Valves
Anti-Condensation Butterfly Valve Buying Guide |
The Best Solution for Low-Temperature and High-Humidity Environments
In industrial piping systems operating under low-temperature or high-humidity conditions, condensation is a common yet often underestimated challenge. When the valve body surface is exposed to temperature differentials, moisture in the surrounding air condenses into water droplets. This condensation can damage nearby equipment, corrode valve surfaces, and degrade sealing performance over time.
The Anti-Condensation Butterfly Valve is specifically designed to address these challenges. It effectively prevents condensation on the valve body, ensuring stable system performance, prolonging service life, and reducing maintenance costs. This guide will explore its design, advantages, applications, and key selection criteria.
What Is an Anti-Condensation Butterfly Valve?
The Design Principle
An anti-condensation butterfly valve uses specialized construction and surface treatments to prevent condensation from forming on the exterior of the valve body. Common technologies include:
- External insulation layers to block external humidity and thermal transfer.
- Jacketed heating systems using steam or hot water to keep the valve surface above the dew point.
- Special anti-condensation coatings that reduce moisture adhesion and accelerate evaporation.
Differences Compared to Standard Butterfly Valves
While standard butterfly valves are designed for flow control, they are not optimized for condensation prevention. In low-temperature or high-humidity conditions, standard valves can quickly develop surface condensation, leading to corrosion, coating damage, and increased maintenance. Anti-condensation butterfly valves integrate preventive measures directly into the design, making them ideal for specialized environments.
Advantages of Anti-Condensation Butterfly Valves
Condensation can cause moisture buildup around sensitive instruments, control electronics, or piping insulation. This moisture can lead to short circuits, system errors, or even unplanned shutdowns. Anti-condensation butterfly valves minimize moisture formation, ensuring stable and reliable system operation.
Extending Valve and Seal Lifespan
Prolonged exposure to moisture accelerates metal corrosion and seal material degradation. By reducing condensation, these valves help maintain sealing integrity and extend the service life of both the valve and its components.

Reducing Maintenance and Operational Costs
Frequent valve maintenance, repainting, or replacement increases downtime and costs. Anti-condensation designs minimize corrosion and coating failure, helping reduce the frequency of repairs and improve operational efficiency.
Improving Workplace Safety
In cold storage, refrigeration, and HVAC systems, water dripping from condensation can pool on floors, creating slip hazards. Anti-condensation valves help maintain a dry working environment, reducing the risk of workplace accidents.
Industries and Application Scenarios
Refrigeration and Low-Temperature Storage Systems
Used in food processing, cold chain logistics, and refrigerated warehouses, anti-condensation valves prevent moisture formation that could compromise insulation or contaminate products.
HVAC (Heating, Ventilation, and Air Conditioning) Systems
In commercial buildings, hospitals, and data centers, these valves protect sensitive electronic equipment and maintain system stability by preventing condensation-related damage.
High-Humidity Industrial Environments
Industries such as pharmaceuticals, chemicals, and power generation often have cooling water systems operating in humid conditions. Anti-condensation butterfly valves safeguard against condensation that could lead to operational inefficiencies or equipment failures.
Technical Solutions for Anti-Condensation Performance
External Insulation Layers and Protective Jackets
A physical insulation layer prevents direct contact between humid air and the cold valve body surface, effectively avoiding condensation.
Jacketed Design (Steam or Hot Water Heating)
By circulating warm fluids through a jacket around the valve body, the surface temperature is kept above the dew point, preventing moisture formation.
Anti-Condensation Coatings and Surface Treatments
Special coatings can repel moisture, accelerate evaporation, and resist corrosion, offering both condensation prevention and extended material durability.
Corrosion-Resistant Material Selection
Using stainless steel or specialized alloys enhances both structural strength and resistance to corrosion in challenging environments.
Five Key Factors
to Consider When Selecting an Anti-Condensation Butterfly Valve
Evaluate temperature, humidity, and fluid characteristics to ensure proper design compatibility.
Material and Coating Performance –
Choose materials that offer both corrosion resistance and durability under operating conditions.
Sealing Design and Pressure Ratings –
Confirm that the valve meets required pressure and temperature standards, such as PN or ASME Class ratings.
Insulation or Heating Jacket Requirements –
Determine whether additional heating systems or insulation layers are necessary for the application.
Certifications and Manufacturer Expertise –
Work with suppliers who have proven experience and relevant certifications (API, ISO, etc.) for reliable performance.
Why Choose Value Valves Anti-Condensation Butterfly Valves
International Certifications and Quality Assurance
Value Valves’ products meet international standards, including API and ISO certifications, ensuring reliability across global markets.
Customized Anti-Condensation Solutions
We provide tailored solutions based on specific project requirements, including insulation types, jacket heating configurations, and special coatings.
Global After-Sales and Technical Support
With service centers and partners worldwide, Value Valves offers responsive technical support and maintenance services to keep your systems running efficiently.
Conclusion and Call to Action
The Anti-Condensation Butterfly Valve is essential for systems operating in low-temperature and high-humidity environments. By preventing condensation, it not only ensures stable operation but also extends equipment lifespan, reduces maintenance costs, and enhances workplace safety.
Contact Value Valves today to request a product catalog or consult with our technical experts for customized recommendations.
Certifications
140 product type certifications
Maximum manufacturing capability: DN 3600 (144")
45+ years of valve engineering and manufacturing experience
Global supply to over 45 countries
Application
Customization Options
-

Size & Materials
Special sizes and alloys available upon request to meet specific temperature and fluid requirements. -
-

Full-Lined Rubber
Disc fully covered with rubber for maximum corrosion resistance in highly aggressive fluids.
Performance & Testing Facilities
-
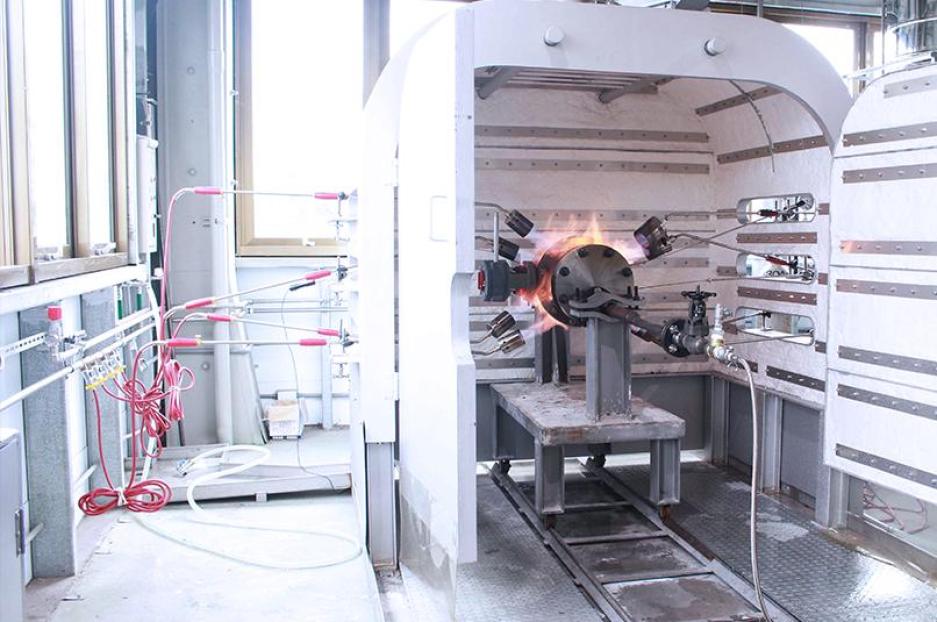
Fire Testing
Simulates real fire scenarios to evaluate pressure resistance and fire-safe integrity. -

Cryogenic Testing
Performs valve functionality tests at cryogenic temperatures down to -196°C, ensuring product reliability.
-

ISO-Class Clean Room
Supports oil-free cleaning and polishing for internal surfaces, meeting clean-service requirements.
-

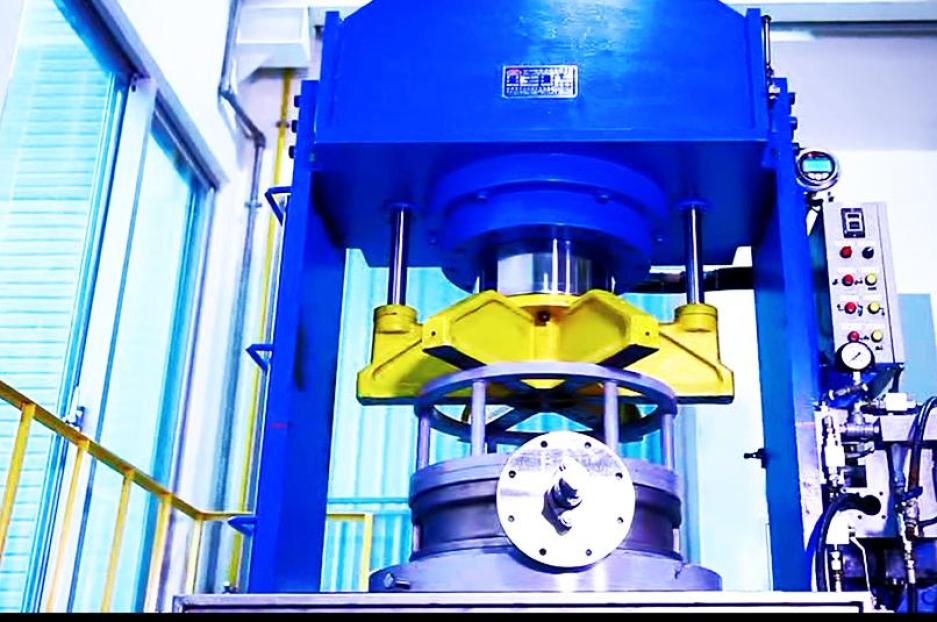
Cycle Life Testing
Verifies long-term durability through repeated opening/closing cycles under simulated service conditions. -

Emissions Testing
Assesses fugitive emissions in control valves under volatile or hazardous fluid environments. -
Pressure Testing
All valves undergo full hydrostatic testing to meet both international standards & customer specifications.










